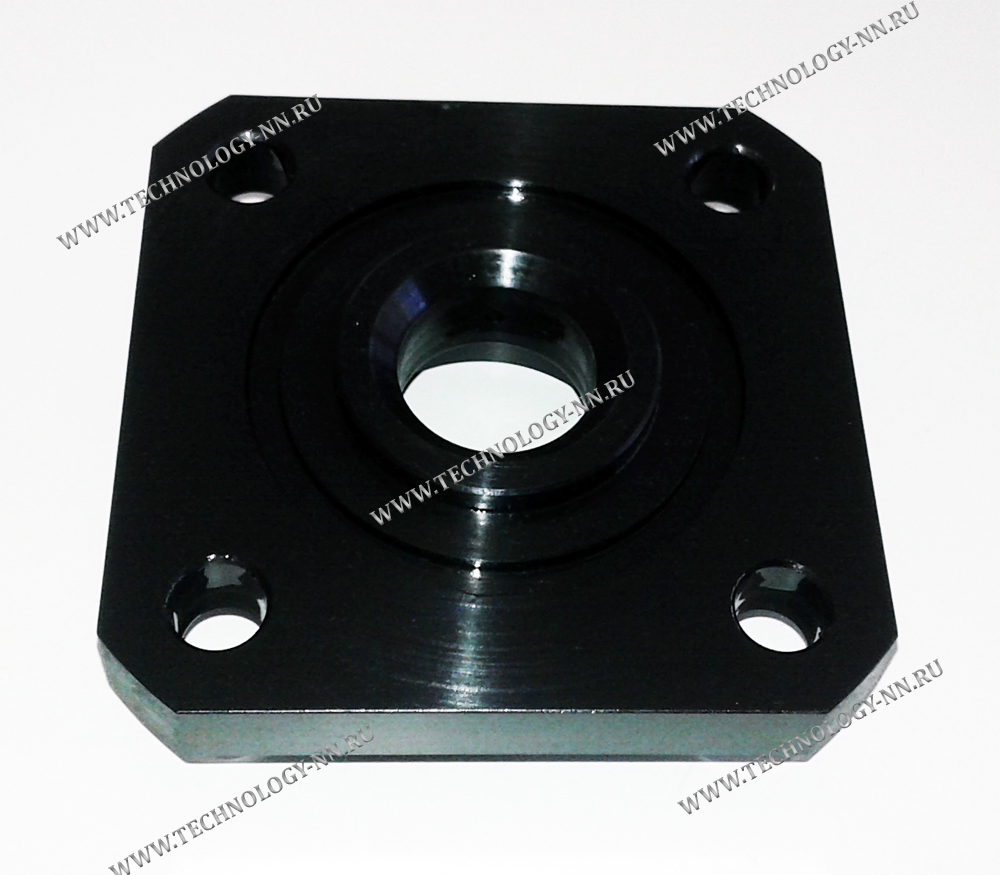
Химическое оксидирование инструмента

Химическое оксидирование инструмента не меняет размеров изделий, резьб, отверстий и зазоров - эта особенность бывает важной при обработке деталей с высокой точностью изготовления, благодаря чему возможно нанесение покрытия на изделия с большим количеством отверстий высокими требованиями к допускам на покрытие. На практике химическому оксидированию (холодному чернению, горячему чернению - воронению) подвергаются различные изделия:
- режущий и металлообрабатывающий инструмент (режущий инструмент для станков – торцевые и концевые фрезы, инструмент с твердосплавными пластинами, сверла, спиральные сверла, кольцевые пилы, плашки, метчики, развертки и др.)
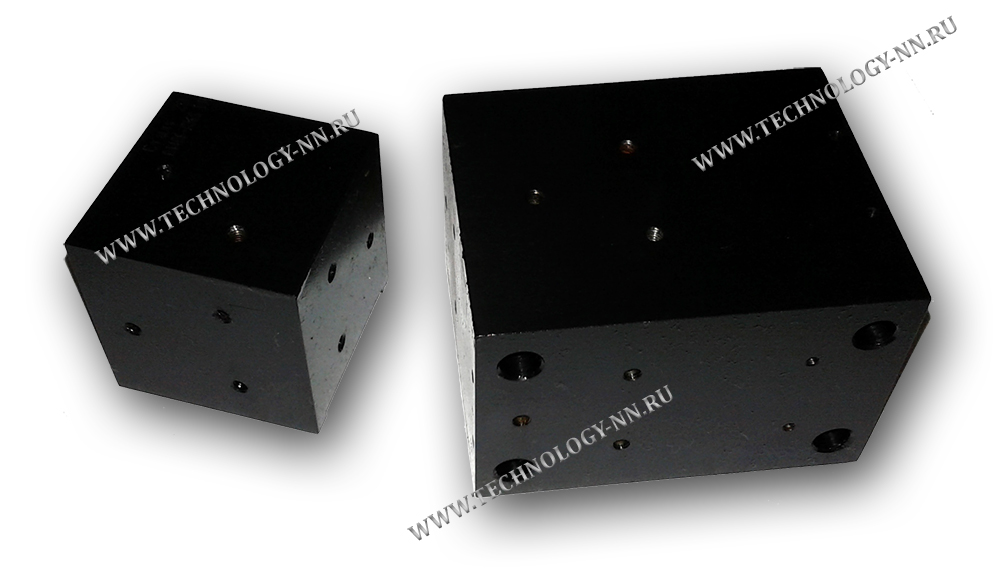
- узлы оборудования (шпиндельные патроны, планшайбы, шестерни, высокопрочные звездочки в цепных передачах, втулки, резцедержатели, цанги, ручной инструмент, детали контрольно-измерительных и оптических приборов, штанги и др.)
- другие детали и изделия различного назначения(насосного, декоративного, технологического, автомобильного и др.)
Производители подшипников, в том числе и подшипников для автопрома, обрабатывают корпуса, наружные кольца, обоймы, крышки. Химическое оксидирование не приводит к изменению размеров, зато, когда начинается приработка, наличие покрытия обеспечивает трущимся поверхностям отличные противозадирные свойства.
Процесс является незаменимым при обработке удлиненных деталей, напр., валов электромоторов, которые нельзя подвергать горячему оксидированию из-за опасности коробления.
Примечательно, что в последнее время наметилась тенденция использования чернения в качестве декоративного покрытия, с последующей обработкой защитным лаком для придания блеска и износостойкости.